
以下是:钳压声测管-实体厂家质量放心的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235 产地 沧州 规格 505457*0.8-3.5 类型 声测管 颜色 黑色 品牌 惠世达 型号 圆形 可定制 是 钳压声测管-实体厂家质量放心,惠世达钢铁有限公司为您提供钳压声测管-实体厂家质量放心的资讯,联系人:孟经理,电话:0317-3132588、18832767006,QQ:469969294,发货地:沧东经济开发区发货到黑龙江省 绥化市 明水县、北林区、望奎县、兰西县、青冈县、庆安县、绥棱县、安达市、肇东市、海伦市。 黑龙江省,绥化市,明水县 2021年,明水县生产总值完成54.32亿元,比上年增长6.9%。产业增加值31.99亿元,同比增长6.7%;第二产业增加值4.88亿元,同比增长14.1%;第三产业增加值17.46亿元,同比增长5.6%。全县人均地区生产总值实现16646元,同比增长3.1%。
我们精心制作的钳压声测管-实体厂家质量放心产品视频已经准备就绪,【解锁新品!】钳压声测管-实体厂家质量放心产品视频,带你穿越新品体验之旅!
以下是:钳压声测管-实体厂家质量放心的图文介绍绥化明水惠世达钢铁有限公司始终坚持“服务为本,诚信为本”的理念。服务是企业发展的根本,诚信是优质服务的基础!未来,我们会不断的加大 声测管厂家人才培养,丰富我们的 声测管厂家产品线,提高自己的竞争力,致力于为更多的企业提供更优质的服务和 声测管厂家产品。
声测管是灌注桩进行超声检测法时探头进入桩身内部的通道。它是灌注桩超声检测系统的重要组成部分,它在桩内的预埋方式及其在桩的横截面上的布置形式,将直接影响检测结果。因此,需检测的桩应在设计时将声测管的布置和埋置方式标入图纸,在施工时应严格控制埋置的质量,以确保检测工作顺利进行。
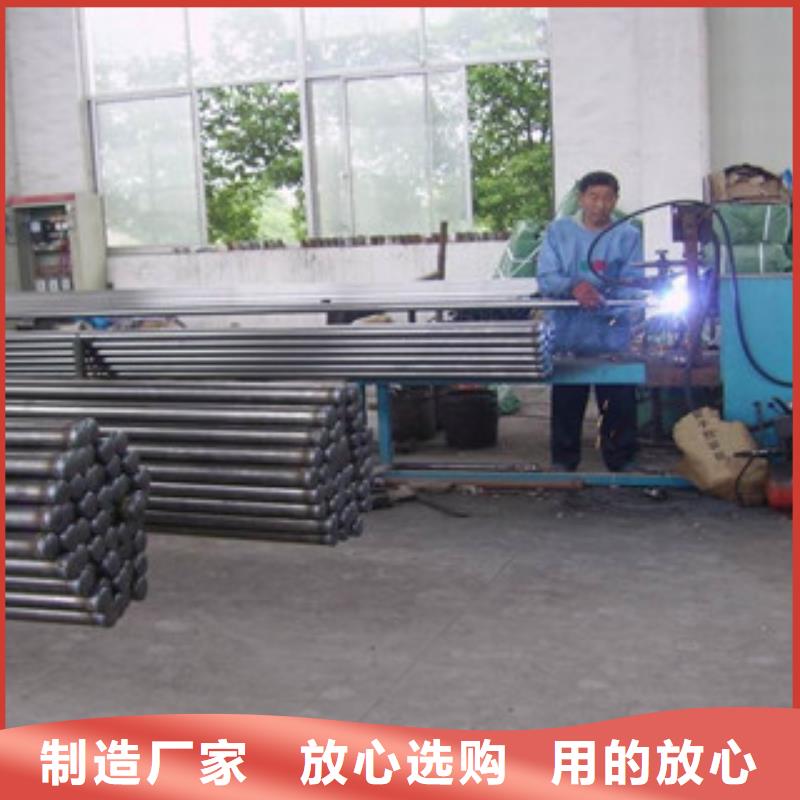
声测管可直接固定在钢筋笼内侧上,如图8-8所示:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。
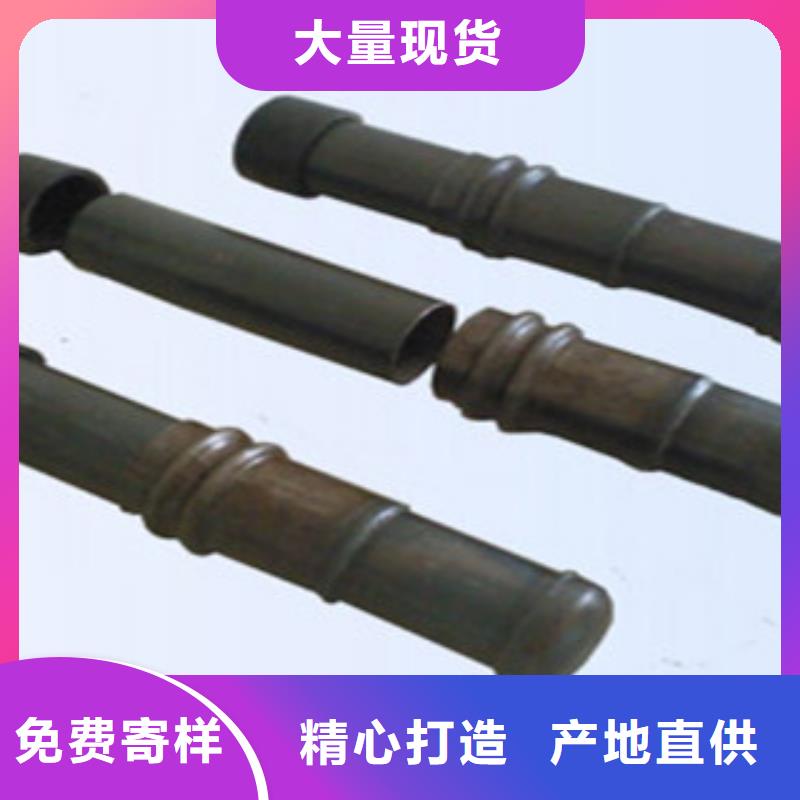
管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,如图8所示:若采用波纹管则可利于大一号的波纹管套接,井在套接管的两端用胶布缠绕密封。无论啊卜种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,声测管的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落人异物,致使孔道堵塞。
声测管与接头焊接注意事项
声测管主要是由接头和直管焊接在一起的,在进行焊接的时候一定要注意以下几点。
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则 皮容易开裂剥落),防止焊条 皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。桩基声测管焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
2、为改善声测管耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。桩基声测管表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
声测管与接头焊接注意事项
声测管主要是由接头和直管焊接在一起的,在进行焊接的时候一定要注意以下几点。
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则 皮容易开裂剥落),防止焊条 皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。桩基声测管焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
2、为改善声测管耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。桩基声测管表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
钳压声测管-实体厂家质量放心,惠世达钢铁有限公司专业从事钳压声测管-实体厂家质量放心,联系人:孟经理,电话:0317-3132588、18832767006,QQ:469969294,发货地:沧东经济开发区,以下是钳压声测管-实体厂家质量放心的详细页面。










